|
|
|
| |
|
|
|
|
|
|
|
| |
|
|
|
|
| ◆鉋の名称 | 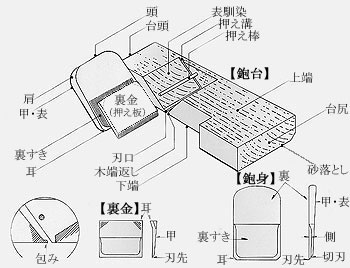 |
|||||||||||||||||||||||||||||||||||
| ◆鉋の見分け方 | ◇刃の枚数 ・一枚鉋(押え刃無し) 2枚鉋(押え刃有り)がある。 ◇鉋台の種類 ・主に樫材(白樫・赤樫)が鉋台材として使用されます。 ・鉋台の狂いや磨耗を少なくするため種油に浸した(油台)があります。 ・徴仕上げ用に口を細くした鉋台(包口台) 口に黒檀・紫檀・赤檀を埋木した鉋台(口埋め台) 埋木をネジ調節してスライド式にした鉋台があります。 ・台割れを防ぐため、台頭部に黒檀・紫檀・ボルト(ネジ)等で補強をした台 (補強台)もあります。 ・鉋台を台尻(台頭)から見たときの木目により鉋台の性質が異なる。 (樫の木の目は松や杉等と違い、芯より外側に向かって放射線状の目が木目となり、年輪と直角になります)/接輪図 参照
板目(イタメ)・・・・・減りが早いが割れにくい。 追柾目(オイマサメ)・・・柾目と板目の両特徴をそなえる。 ※鉋台の木目は、各地方や気候、好みにより分れます。 ◇鉋刃と台の標準寸法
◇鉋の種類 ・鉋身の刃先を替える替刃式のカンナもある。 ・一般的な鉋を例に上げているが、他に色々な特殊鉋がある。 |
|||||||||||||||||||||||||||||||||||
| ◆鉋の使い方 | ・鉋の切れ味は、鉋刃材質・研ぎ・台の仕込み(鉋身・裏刃)・台下端の調節で決まる。 ・鉋台は木製のため、温度や湿度、長期間使用してない場合は狂いが生じる。 良い切れ味を出すには常に微調整が必要である。 (刃先を台下端から必要以上に出しても削れない時は、まず『台の狂い/減り』が考えられる) |
|||||||||||||||||||||||||||||||||||
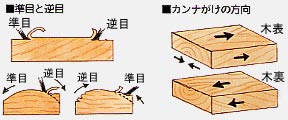
| ◆鉋がけの方向 | ◇準目(ならいめ)と逆目(さかめ) ・鉋をかける方向は木目によって変わってきます。 「板目」板の場合、末口を上方に向けると「木表」では山型に、「木裏」では谷型に木目が現れる。通常鉋をかける場合は、木表は末口から元口に向けて、木裏はその逆方向に削ると逆目を立てず 綺麗な削り面となる。 ・準目と逆目の見極めが大切。 |
|||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||
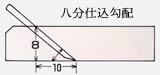
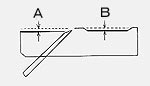
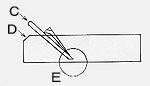
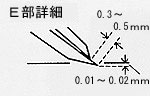
| ◆鉋の研ぎ方 | ◇鉋刃の裏 ・鉋刃の裏は『糸裏』が良いと言われ、鑿の裏押しとは違い刃先の裏を(刃先から2mm程度)しっかり平準を出す。 ・裏押し作業は、平準な金盤上で適量な金剛砂を少量の水で溶いたものを使用し、面が研ぎ上がったら砥粒を水で洗い流し、同盤面で裏刃が鏡面になるまで研ぎ(カラ研ぎ)を行なう。 (裏金の裏刃も同様) 鉋刃で裏刃の状態は最も重要な部分の一つで、ベタ裏になってしまうとその平準を保つのが困難で、どうしても裏刃先の部位が垂れてしまい、刃研ぎの際にカエリが上手く取れないなど切れ味も当然悪くなる。 ・鉋の刃裏は何もしないで裏押し(裏刃研ぎ)を繰り返すとオムスビ形のスキを残したベタ裏となってしまいます。裏刃の糸裏を維持するためには、裏出し(叩き出し)作業をしてから裏押しを行ないます。 裏出し作業は、切り刃部分の裏を金床に密着させ、金鎚で刃表側から裏へ微妙に叩き出す作業を行うが、非常に加減や程度が難しい作業なので、慣れないと刃鋼にヒビが入る恐れがあるのため細心の注意をは払う必要がある。 ※裏押し(裏刃研ぎ)は金盤を使用の事/砥粒砥石は不可。 ※寒い時の裏出しは鋼が割れやすいので、ぬるま湯で鉋刃を暖めると鋼が割れにくくなる。 ※裏出し(叩き出し)作業に慣れない方に専用の治具もあります。 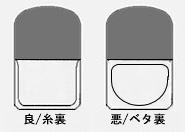 ◇鉋の刃の角度(切り刃角)
・切削仕込み勾配は一般的に八分勾配[38〜39°]に仕込んである。(図1) ・裏金の角度は約20°で研ぎ、『段刃』(先端のみ急)に50〜60度くらいで鈍角に0.2〜0.5mm幅程に研ぐようにする。 (切削角仕込みこう配は、鉋台との関係がある為購入時に注意する)
◇鉋身の研ぎ方 ・使用する砥石面を必ず平に修正しておく。 ・通常は中砥で切れ刃面を研ぎ、カエリが少し出たら仕上砥石で表裏を交互に研いでカエリが取れるまで仕上げます。 (刃こぼれがある場合は荒砥で修正し、中砥→仕上の同手順で研ぎ上げる) ・研ぎ方は切れ刃の部分がカマボコ型にならないよう、切刃角の角度を一定保つ事と、刃巾の中央1に対し意識的に刃の両端を1〜2の割合で研ぐと、削った時に両刃端部に耳(段)が立ちません。 (刃先を真っ直ぐ研ぐと刃に耳が立ち幅広の削り面に段がでてしまう/厚削りの場合) ・仕上げ砥石では研ぎ汁が出たらを流さないで、極軽く数回を多く研ぐ様にして切刃と裏研ぎは切刃面7:裏面3の割合で交互に研ぐ。 ※人造砥石で研いだ後、天然砥石で研ぐと良い刃が付きます。(硬い石は効果が大) ・鉋の用途により刃先は(下図参照)のような感じで研ぐと良でしょう。 ※慣れない方に研ぐ際に角度が一定に保てる研ぎ治具もあります。 ・裏押しが悪いとカエリが上手く取れず良い刃が付きません。また裏刃は仕上砥石で軽くカエリを取る以外は、他の砥石で決して研いではいけません。
|
|||||||||||||||||||||||||||||||||||
| ◆鉋の調整と 使用方法 |
◇鉋刃の調整について ・鉋の切れ味は鉋刃の材質と研ぎ、そして台の仕込みと下端の調整具合が大きく影響します。特に鉋台は温度湿度等の変化により、微妙に狂いが生ずるので、鉋刃を上手く研いでもその切れ味を有効に発揮させるためには、常に精密な台調整が必要です。
◇鉋身の仕込み手順(直使用でないもの) 1.鉋裏刃の裏押し→2.鉋身「耳」を鉋台の刃口の幅に合わせて削り落とす→3.鉋身の表面に朱肉等をぬる→4.鉋身を台に入れ軽く叩く→5.鉋台の『表馴染』に色がついた部分を鑿または、ヤスリで削る→6.鉋身刃先が鉋台刃口に出るまで3〜5をくり返す(かたすぎず、ゆるすぎず)→7.鉋台下端調整 注)刃の仕込み時、決して押え溝の刃裏の当る面は削らない事。 ◇裏刃の仕込み手順 1.鉋身を台入れ刃を削る状態にまでだす→2.裏金がスムーズに入るように「耳」を叩き調整する ・刃先と耳の部分の当たり部で、鉋身・裏金同士で隙間やガタがないか調整を行なう。 (鉋身裏刃と裏金の刃先の部分が隙間なく密着しているか?) ◇鉋身の仕込み不具合例 ●鉋身が表馴染・押え溝に密着していない。 ・削り作業の際、節などに刃先が食い込んで大きな刃こぼれをおこす。 ・鉋身が飛び出す場合がある。 ◇刃口について ・使い込んで鉋台が薄くなると刃口が広くなるので、台に埋木などして調整する。 ・刃口の巾は一般的に0.5〜1mm位までであるが、薄削り用なら更に狭くても良い。 (刃口が広いと逆目が止まりにくい) |
|||||||||||||||||||||||||||||||||||
| ※鉋台調整時には、鉋身・裏刃抜かないで端下よりほんの少し引っ込めた状態で行う。 ※新品の鉋は、鉋身・裏金共に裏押し・刃付を行い、鉋身の裏・裏金耳・刃先との当たりを 調整した後仕込み調整を行う。 ※特に直使調整済みの鉋は、硬いからといきなり台を削らない。 |
||||||||||||||||||||||||||||||||||||
| ◆鉋の手入れ | ・使用中でも直射日光、水の当たる場所に放置しないように。 ・使用後は鉋身を全部抜かないで、刃先を鉋台からほんの少し引っ込めた状態で、湿度の少ない場所で保管しておく方が台の狂いが少ない。 ・刃先を保護するためガードをする。(刃欠けは修正が大変である) ・鉋を置くときは、下端を横にして置く。 ・使い始めて間もない鉋・長期使用していなかった鉋は、使用時に台調整が必要である。 |
|||||||||||||||||||||||||||||||||||
| ◆鉋の種類 | ・鉋の種類/用途のページ | |||||||||||||||||||||||||||||||||||
| ※鉋は調整が非常にがむづかしい道具です。詳しい内容はお問合せくださればわかる範囲でお答えいたします。 | ||||||||||||||||||||||||||||||||||||
|
河合のこぎり店 |